Full-coverage quality inspection at production speed
100%digital inspection coverage
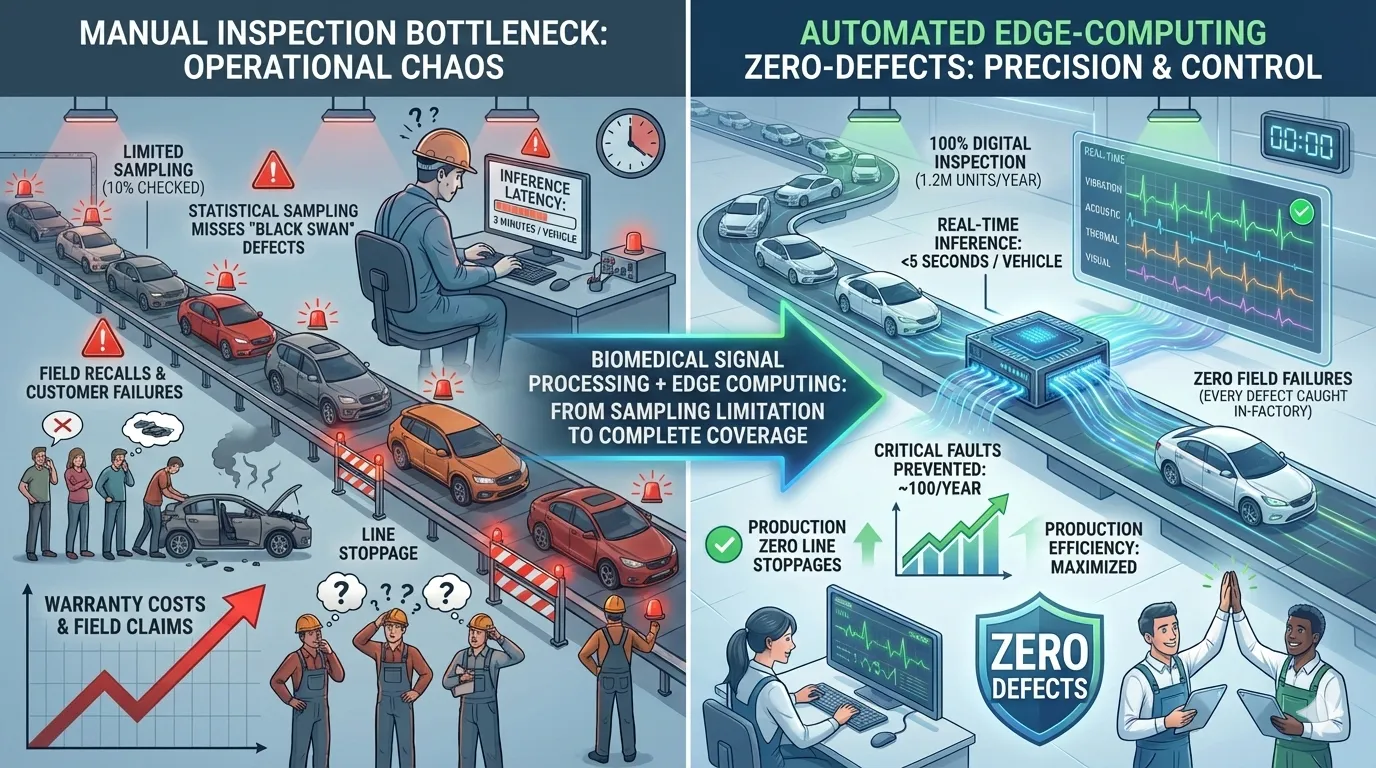
Achieving 100% digital inspection at 1.2M units/year scale using biomedical signal processing.
Executive Context
A high-volume automotive plant faced a quality-control bottleneck. Production moved faster than the existing machine-learning inspection process could support. The line cycle was measured in minutes, while the model needed several minutes to infer one result.
The operational constraint was compute latency. If the quality check could not run inside the production window, the business had to fall back to statistical sampling.
The Actual Problem
The stated problem was automated defect detection. The deeper issue was cross-domain blindness.
The team was treating engine vibration data like an image problem. That pushed the solution toward heavy neural networks. But the underlying data was a signal problem: rhythmic, time-bound, and closer to biomedical telemetry than computer vision.
With only a small number of historical defects, supervised learning was also structurally weak.
Diagnostic Approach
- Data Sufficiency: There were many signal parameters but very few known bad examples.
- Methodological Fit: Engine behavior had a heartbeat-like rhythm. Defects appeared as deviations in that rhythm.
- Infrastructure Readiness: Inference had to run near the line on edge hardware.
Strategic Intervention
We shifted the method from heavy image-style ML to lightweight signal processing.
1. Treat the Engine Like an ECG
The vibration stream was analyzed like a heartbeat. The system built a normal signature for each test window and flagged deviations without requiring a large catalog of known defects.
2. Add Auto-ID Logic
A lightweight classification layer identified the engine variant from its signal pattern and loaded the right parameter set automatically.
3. Deploy at the Edge
By removing heavy neural-network assumptions, inference moved onto local hardware and stayed inside the production window.
Outcome
| Metric | Before | After | Impact |
|---|---|---|---|
| Inference time | 3 minutes | under 5 seconds | Fit the production window |
| Inspection scale | Sampling | 1.2M / year | Every unit tested |
| Defect capture | Reactive | ~100 critical faults / year | Fewer field escapes |
| Line stoppages | Frequent risk | Zero | No production slowdown |
Strategic Takeaway
The answer to a manufacturing problem may come from a hospital, not a factory. Matching the math to the physics mattered more than using a larger model.
When the data behaves like a signal, forcing it into a vision workflow creates cost and latency without improving the decision.
Want to find the same kind of logic leak?
Start with a Clarity Call. We will look for the point where data, model choice, and operating decision stop matching.
Book a Clarity Call